
Wykonanie platformy badawczej
Od wizji
do rzeczywistości
Prawidłowe wykonanie symulacji wymaga wykonania prac identyfikacyjnych obiektu rzeczywistego. Dopiero prowadzenie badań weryfikacyjnych na pojeździe doświadczalnym pozwala na walidację otrzymanych wyników oraz prowadzenie dalszych prac optymalizacyjnych przy uzyskaniu odpowiedniej dokładności.
Realizacja platformy badawczej zgodnej z opracowanym projektem
W ramach działania wykonana została platforma badawcza zgodna z opracowanym projektem. Obejmowało to opracowanie szczegółowej technologii wykonania poszczególnych podzespołów z uwzględnieniem opracowanej konstrukcji, dostępnych materiałów oraz technik wytwarzania. Zakupione zostały także niezbędne elementy do budowy platformy, między innymi: materiały kompozytowe, elementy konstrukcji, podzespoły układów kierowniczego, hamulcowego itp., elementy układu napędowego (w tym silniki elektryczne, układ wodorowy, ogniwo wodorowe itp.). Zlecono wykonanie form do wykonania kompozytowych podzespołów pojazdu oraz wykonanie poszczególnych elementów układów pojazdu.
Pierwszy etap
Kompletowanie komponentów
i doprecyzowanie rozwiązań konstrukcyjnych
Pierwszym etapem realizacji zadania było kompletowanie niezbędnych komponentów (układów napędowego, hamulcowego, kierowniczego, zawieszenia itd.) zgodnie ze specyfikacją z projektu szczegółowego opracowanego w poprzednim działaniu. Na tym etapie przeprowadzono także niezbędne doprecyzowanie rozwiązań konstrukcyjnych oraz parametrów technicznych komponentów platformy, spełniających założenia projektu.

Dobór technologii
Opracowanie technologii wytwarzania i produkcja komponentów kompozytowych
Druga część prac obejmowała opracowanie technologia wytwarzania poszczególnych podzespołów opracowanej konstrukcji platformy, ze szczególnym naciskiem na konstrukcje kompozytowe. Zaprojektowano a następnie wykonano formy niezbędne do produkcji komponentów platformy w włókien szklanych wraz z elementami wzmacniającymi. Stanowiły one narzędzie do wykonania głównych komponentów: monokoku, drzwi oraz pokryw zespołu napędowego. Elementy te wykonano w postaci kompozytowych konstrukcji opartych na włóknach węglowych ze wzmocnieniami z włókien aramidowych oraz włókien szklanych oraz przekładek dystansujących. Na elementy osłon kół przednich oraz przodu pojazdu zastosowano inną technologię: wykonano formy negatywowe w piance modelarskiej i na tak wykonanych formach wykonano elementy kompozytowe z włókien węglowych z zastosowanie autoklawu.
Praca zespołowa
Równolegle prowadzono trzecią części prac: opracowanie układów napędowych. W tym celu opracowano system napędowy bateryjny oraz wodorowy. Opracowano, wykonano lub zakupiono niezbędne komponenty. Końcowym etapem zadania było wykonanie docelowej konstrukcji platformy z elementów wykonanych oraz zakupionych w ramach działania.
Opracowanie technologii wytwarzania i produkcja komponentów kompozytowych
Wykonanie konstrukcji zawieszenia przedniego i układu kierowniczego
Konstrukcja struktury nośnej
Konstrukcje kompozytowe umożliwiają kierunkowe i obszarowe wzmacnianie elementów, co pozwala zwiększyć wytrzymałość w miejscach narażonych na większe obciążenia lub odkształcenia. Dzięki przekładkom dystansującym z lekkich materiałów, takich jak pianka czy plaster miodu, można tworzyć struktury o wysokiej wytrzymałości na zginanie i skręcanie przy zachowaniu niskiej masy.

- Monokok, pokrywy tylne i drzwi:
- Dwie warstwy tkanin o splocie prostopadłym:
- Zewnętrzna: mieszanka włókien aramidowych i węglowych (200 g/m²), układ 45/45.
- Wewnętrzna: dwie warstwy włókna węglowego (210 g/m²), układ 0/90 i 45/45.
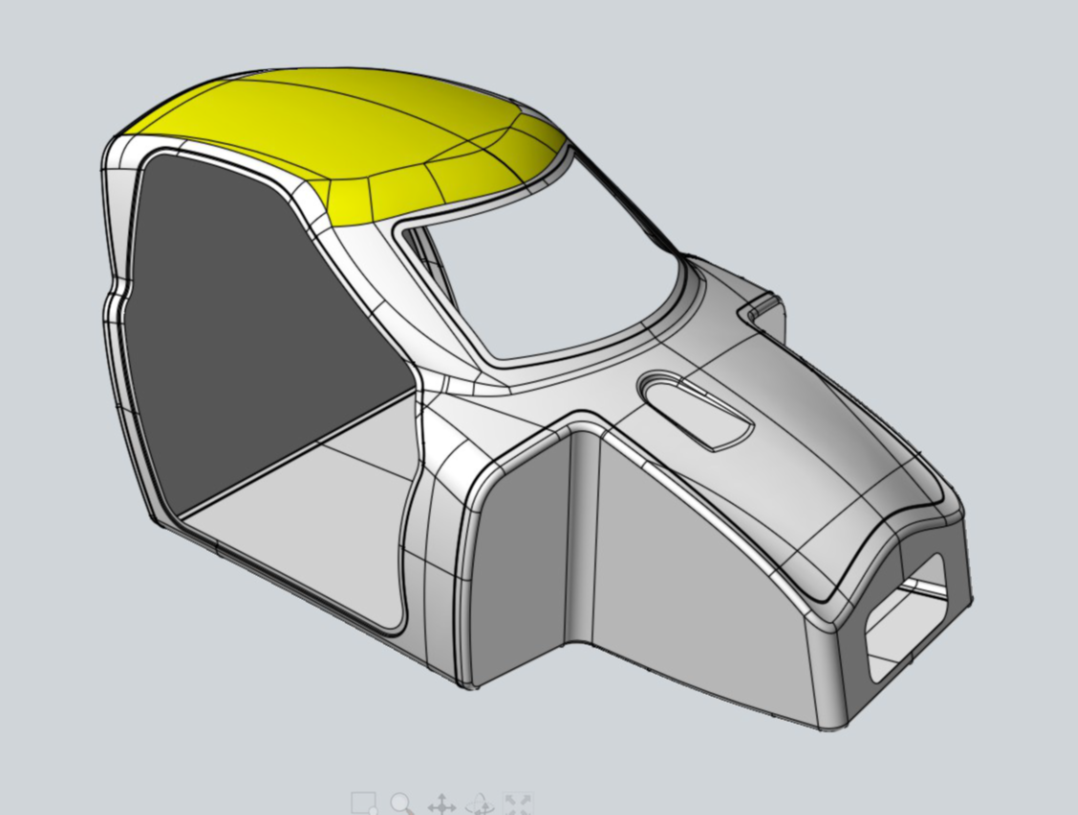
- Dach zredukowany o jedną warstwę włókna węglowego.
- Dwie warstwy tkanin o splocie prostopadłym:
Wzmocnienia:
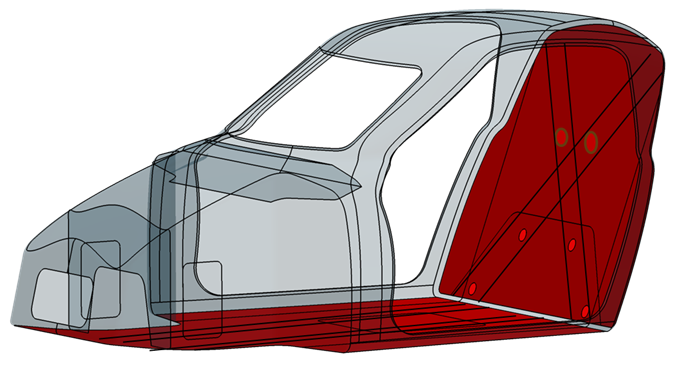
- Tylna ścianka i podłoga monokoku: warstwa przekładkowa z Soric SF2 i dodatkowa warstwa włókna węglowego (200 g/m², 45/45).
- Przestrzenne wzmocnienia tylnej ścianki i podłogi: pianka 10 mm, szerokość 100 mm, pokryta włóknem węglowym (200 g/m², 0/90).
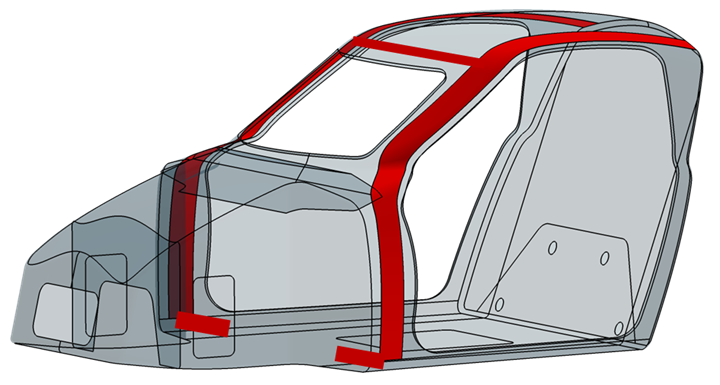
- Naroża konstrukcji: „klatka bezpieczeństwa” z pianki (30 g/m², 20 mm, szerokość 50 mm) pokrytej włóknem węglowym.
- Ścianki boczne przedniej części monokoku: warstwa przekładkowa z Soric SF2 i włókno węglowe (200 g/m², 45/45).
- Obszar zawieszenia przedniego: pianka 10 mm, szerokość 150 mm, pokryta włóknem węglowym.
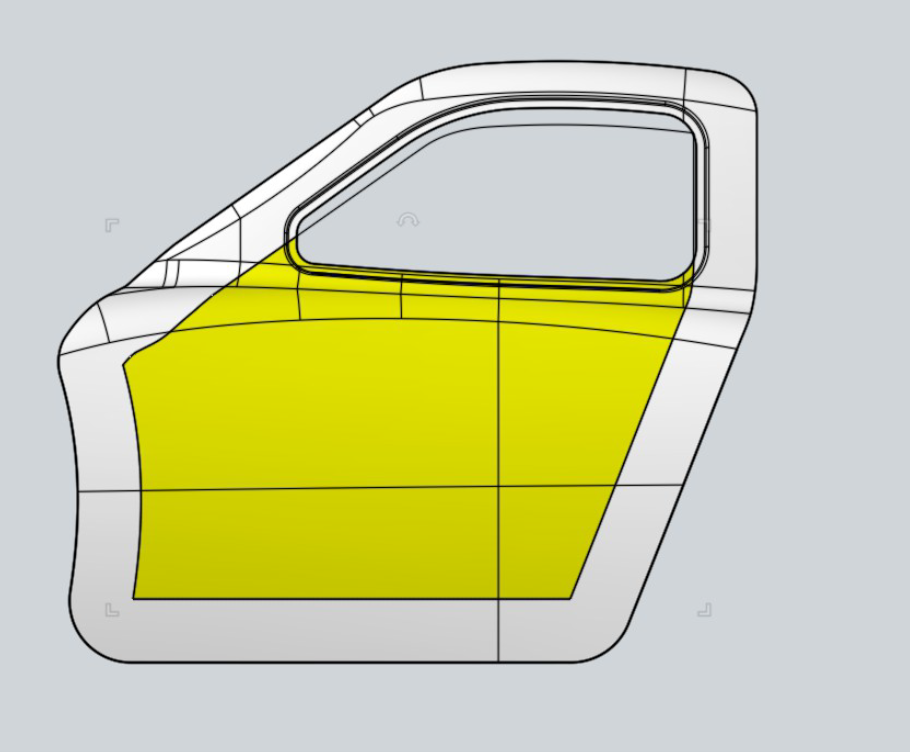
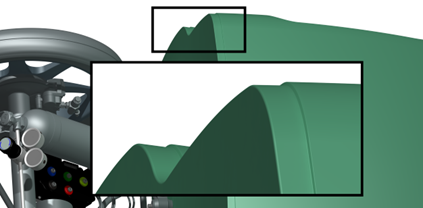
- Przetłoczenia wokół drzwi i okien: dodatkowa warstwa włókna węglowego (200 g/m²).
- Pokrywa tylna: wzmocnienia piankowe (10 mm, szerokość 70 mm) pokryte włóknem węglowym.
- Drzwi: włókno węglowe (200 g/m², 45/45), dodatkowe wzmocnienia włóknem szklanym (300 g/m², 0/90) oraz Coremat Xi (3 mm).
Ze względu na zastosowaną technologię laminowania na mokro bez docisku, ograniczającą modelowanie wytrzymałości, konstrukcja nośna opiera się głównie na strukturach przestrzennych, zweryfikowanych metodą MES.
Konstrukcja elementów łącznikowych
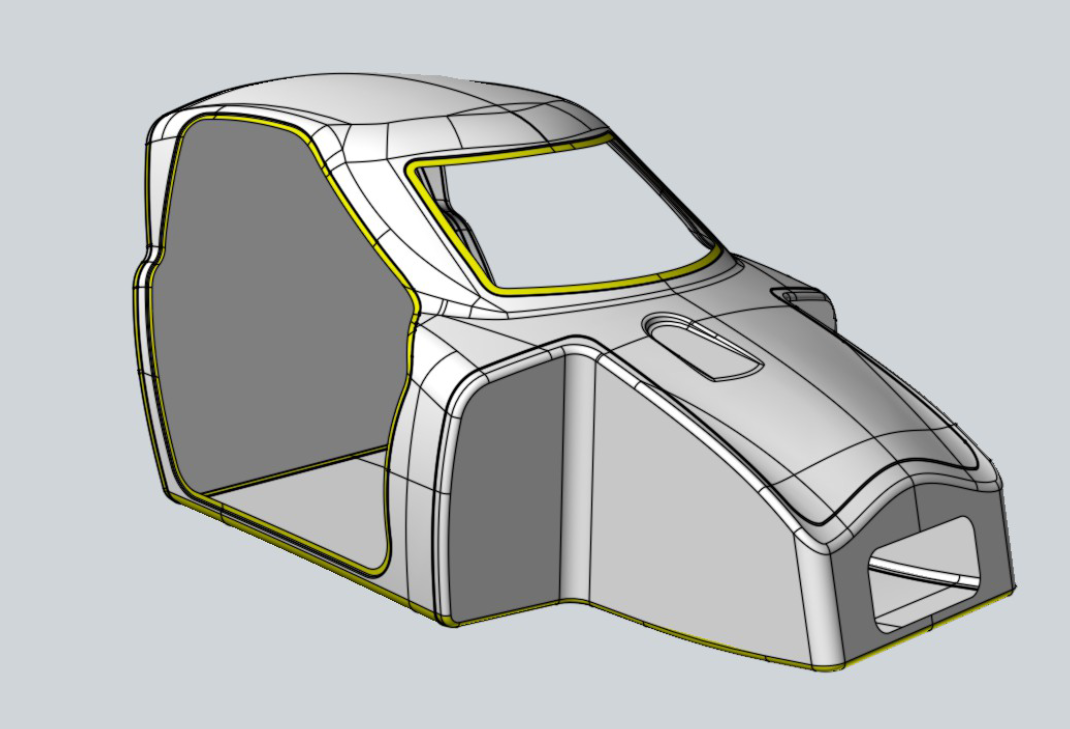
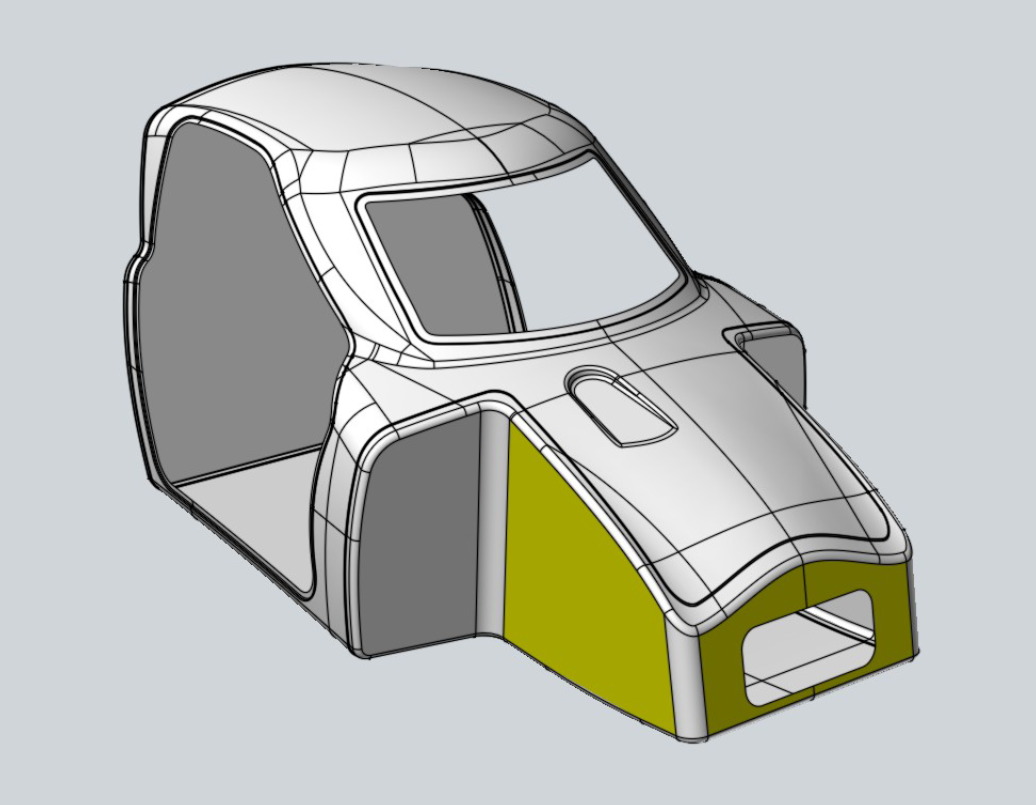
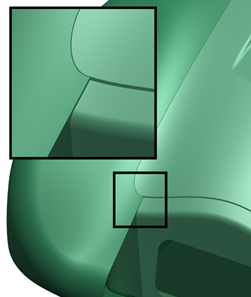
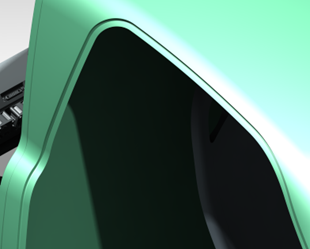
Druga grupa zmian konstrukcyjnych dotyczyła przygotowania geometrii związanej z łączeniem komponentów. Założono łączenie zakładkowe przyjmując monokok jako element podstawowy na który nakładane są pozostałe elementy. Oznaczało to konieczność wykonania w monokoku przetłoczeń pod: okna, drzwi, błotniki i zderzak, pokrywy tylne. Projektując zmiany wzięto pod uwagę głębokość przetłoczeń zgodną z planowaną grubością elementów, tak aby docelowo otrzymać zlicowanie powierzchni zewnętrznych.
Wykonanie elementów
Ze względu na duże wymiary monokoku oraz pokryw tylnych zdecydowano na wykonanie ich metodą
na mokro bez docisku w formach kompozytowych.
Prace podzielono na trzy etapy
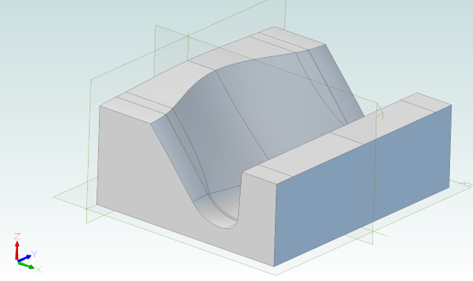
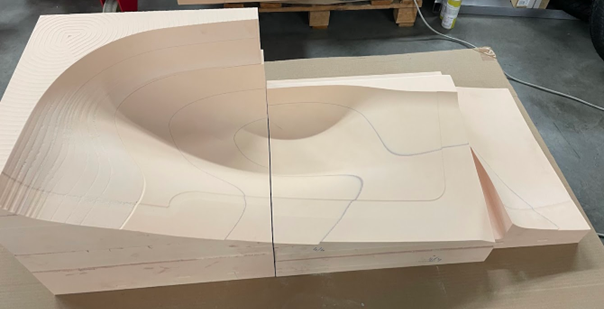
Wykonanie modelu pozytywowego
Pierwszym etapem było wykonanie modelu pozytywowego odpowiadającego geometrii docelowego elementu. Model podzielono na segmenty z pianki, odpowiadające poszczególnym częściom (ścianom bocznym, podłodze, szybie przedniej, dachowi i części przedniej), które sklejono na stelażu z płyt wiórowych. Następnie wyrównano powierzchnie, uzupełniono nieciągłości, a model pokryto szpachlą natryskową dla wzmocnienia i utwardzenia.





Ostatecznie powierzchnie wyszlifowano na gładko i nałożono warstwę rozdzielacza (alkohol poliwinylowy) oraz wosk dla ułatwienia oddzielania form od modelu.
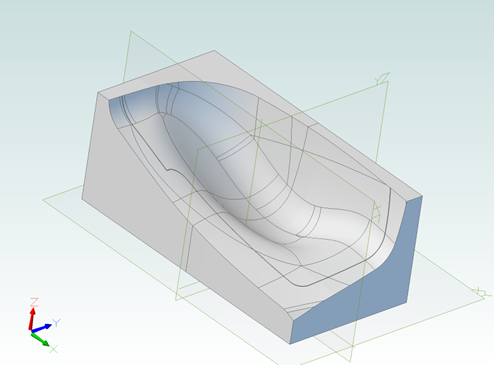
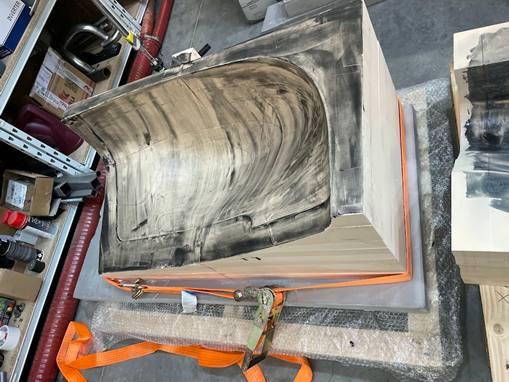
Wykonanie form kompozytowych
Model pozytywowy posłużył do wykonania form kompozytowych, które podzielono na sześć części: boki, podłogę, ścianę tylną i sekcję górną. Części tylne i drzwi wykonano jako pojedyncze formy. Płaszczyzny podziału wyznaczano za pomocą przekładek ze sklejki. Model i przekładki pokrywano żelkotem, a następnie laminowano włóknem szklanym nasączanym żywicą. Ostatecznie powierzchnie form wygładzono, usuwając niedoskonałości, i pokryto warstwą rozdzielacza oraz woskiem. Formy tylnych osłon i drzwi wzmocniono płytami wiórowymi dla sztywności.




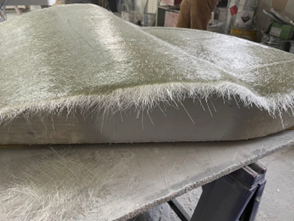



Powstałe formy dokładnie odwzorowywały model dzięki kołnierzom ułatwiającym łączenie elementów.
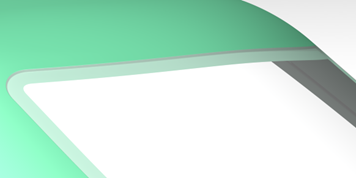
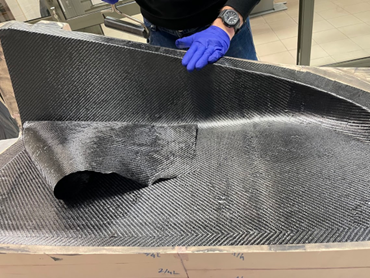
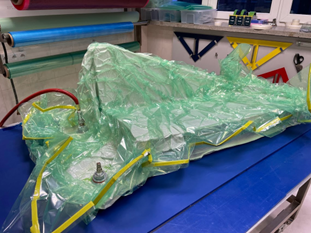
Wykonanie elementów docelowych
Ostatnim etapem było wykonanie elementów docelowych w przygotowanych formach. Złożone formy pokrywano białym żelkotem, który ułatwiał rozdzielenie i stanowił warstwę zewnętrzną wyrobu. Na żelkot nakładano tkaniny aramidowo-węglowe i węglowe, przesączane żywicą, a następnie wzmacniano je kolejnymi warstwami tkaniny do uzyskania wymaganej konfiguracji.







Po utwardzeniu formy rozłączano, a gotowe elementy oddzielano, usuwano niedoskonałości, docinano i wygładzano krawędzie. W ten sposób powstał wyrób końcowy gotowy do montażu.













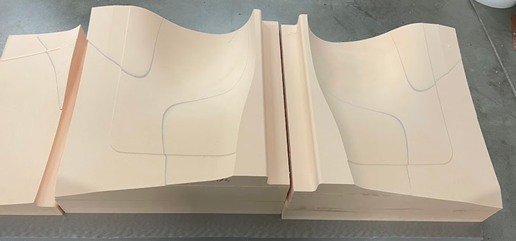
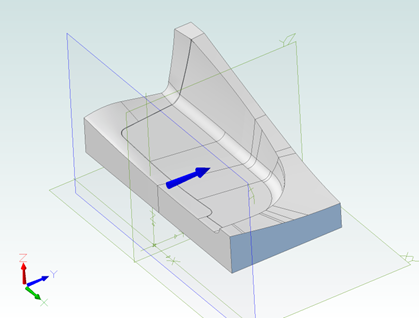
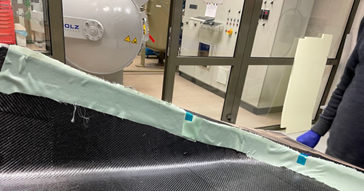
Przednia cześć pojazdu
Do laminowania przedniej części pojazdu, obejmującej błotniki i zderzak, zastosowano metodę laminowania na sucho w formach frezowanych. Opracowano modele trójwymiarowe form, dzieląc błotniki na części dolne i górne. Wykonano pięć form: zderzak, górną i dolną część błotnika lewego oraz prawego. Formy wykonano z Obomodulanu 420, dzieląc je na mniejsze elementy ze względu na ograniczenia maszyn obróbkowych. Elementy frezowano na Politechnice Lubelskiej, sklejano klejem poliuretanowym, szlifowano, pokrywano szpachlówką epoksydową i woskiem wysokotemperaturowym, przygotowując je do laminowania.
Laminowanie przeprowadzono przy użyciu prepregu węglowego Carbon HEXPLY M79, układając trzy warstwy w konfiguracji 45/45 i wzmacniając krawędzie. Na krawędziach łączenia zastosowano delaminarz. Na elementy nałożono folię odsączającą i włókninę, a całość umieszczono w worku próżniowym, odsysając powietrze, co umożliwiło docisk materiału do formy i równomierne rozłożenie żywicy.

Wykonanie konstrukcji zawieszenia przedniego i układu kierowniczego
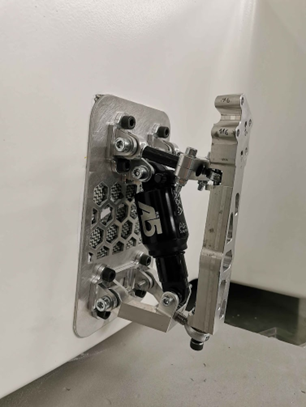
Materiały konstrukcyjne: aluminium, włókna węglowe i tworzywa polimerowe
Elementy układu zawieszenia przedniego i układu kierowniczego wykonano zgodnie z dokumentacją opracowaną w ramach działania 1 projektu. Wykonano lub zakupiono niezbędne elementy, skupiając się na uzyskanie możliwie jak najmniejszej masy elementu. Układ zawieszenia wykonano głównie z aluminium zaś układ kierowniczy główne z włókien węglowych i tworzyw polimerowych.
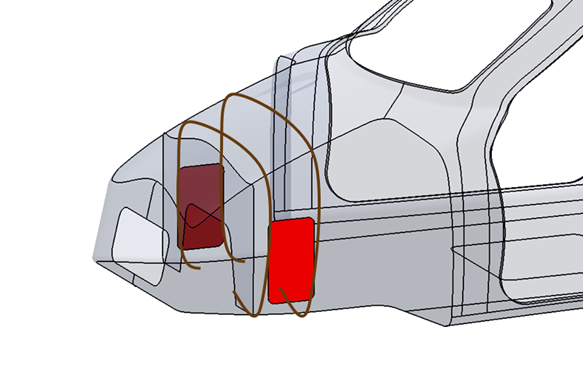
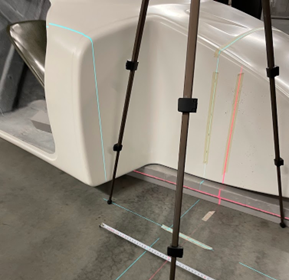
Precyzja dzięki systemom laserowym
Montaż zestawu zawieszenia wymagał precyzyjnego wyznaczenia położenia punktów montażowych po obu stronach pojazdu. Wykorzystano do tego systemy laserowe. Tak przygotowany układ zawieszenia zamontowano a wykonanym monokoku. Dla zwiększenia bezpieczeństwa płyty montażowe przyklejono do kompozytu za pomocą kleju Crestabond M1-30.

Wykonanie zespołu napędowego
Elektryczny zespół napędowy
Zespół bateryjny o wysokiej wydajności i bezpieczeństwie dzięki BMS
Elektryczny zespół napędowy oparto o silnik BLDC 1109 o mocy 2000 W i maksymalnej prędkości obrotowej 4600 obr/min pod obciążeniem. Silnik zasilany jest z zespołu bateryjnego o napięciu znamionowym 60V, wydajności prądowej 50A i pojemności 1,2 kWh. Zespół bateryjny wyposażony jest w układ balansujący stopień naładowania poszczególnych sekcji – BMS. Pozwala to na zwiększenie bezpieczeństwa i wydajności zespołu bateryjnego.
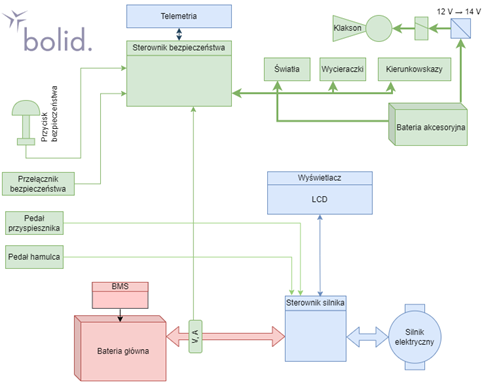
Sterownik KT60V 45A – konfiguracja i monitorowanie parametrów
Silnik elektryczny sterowany jest dedykowanym sterownikiem KT60V 45A wyposażonym w wyświetlacz LCD pozwalający zarówno na skonfigurowanie parametrów sterowania jak i odczyt parametrów w czasie pracy zestawu. Sterowanie silnikiem odbywa się na podstawie sygnałów z układów pedału przyspiesznika (napędzanie) oraz pedału hamulca (rekuperacyjne hamowanie pojazdu). Zespół napędowy przyłączony jest do systemu bezpieczeństwa i sterowania pojazdem. System ten zapewnia zarówno możliwość awaryjnego wyłączenia pojazdu jak i obsługę działania całego pojazdu. System ten wyposażono w zestaw telemetryczny.
Przekładnia i mechanizm różnicowy w układzie napędowym
Przekazanie napędu następuje na dwa tylne koła z wykorzystaniem mechanizmu różnicowego. Mechanizm ten jest zintegrowany z przekładnią główną.
Wodorowy zespół napędowy
Wymagania Shell Eco Marathon 2025
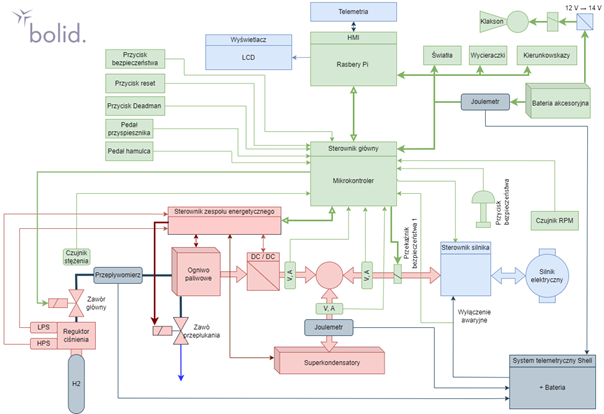
Wodorowy zespół napędowy wykonano zgodnie z wymaganiami zawodów Shell Eco Marathon 2025. Zawiera on trzy niezależne obwody rozdzielone źródłami napędowymi: zespół napędowy zasilany z ogniwa paliwowego, zespół obsługi pojazdu zasilany z baterii akcesoryjnej oraz zespół telemetrii Shell zasilany z niezależnej baterii.
Silnik BLDC jako główny element układu napędowego
Napęd pojazdu realizowany jest silnikiem BLDC o mocy 1000 W zintegrowanym z przekładnia główną i mechanizmem różnicowym. Napęd realizowany jest na dwa tylne koła. Sterowanie silnikiem realizowane jest dedykowanym sterownikiem KT60V 45A. Zasilanie w energie elektryczną realizowane jest z zespołu ogniwa paliwowego Spectronik Protium Eco Marathon 450, wyposażonym w 450 W ogniwo paliwowe typu PEM, regulowaną przetwornicę DC/DC oraz zestaw superkondensatorów (24 cele po 450 F każda). Ogniwo paliwowe zasilane jest wodorem z butli typu B1 o pojemności 1 litra gazu sprężonego do 200 bar. Bezpośrednio na butli zamontowano reduktor ciśnienia (firmy Spectronik) obniżający i stabilizujący ciśnienie na poziomie 0,5 bar. Regulator wyposażono w czujniki wysokiego i niskiego ciśnienia. Bezpośrednio za reduktorem znajduje się główny zawór, odcinający dopływ paliwa do ogniwa. Pomiar zużycia odbywa się za pomocą przepływomierza dostarczonego przez organizatorów zawodów (Shell).
Przetwornica DC/DC i superkondensatory
Na wyjściu z ogniowa paliwowego zabudowano przetwornicę DC/DC. Jej zadaniem jest stabilizacja napięcia na wyjściu z układu oraz ograniczenia maksymalnej mocy pobieranej przez układ z ogniwa. Dla zapewnienia bufora energetycznego w chwilach przyspieszania zastosowano pakiet superkondensatorów podłączonych równolegle do wyjścia z przetwornicy. Oba te elementy zasilają sterownik silnika i silnik. Sterownik zespołu energetycznego odpowiada za działanie ogniwa paliwowego, przetwornicy DC/DC oraz superkondensatorów.
Centralny sterownik główny i jego funkcje w nadzorze pojazdu
Nadzór nad całością zespołu napędowego pełni sterownik główny zasilany z niezależnego źródła. Jego zadaniem jest sterowanie zespołem napędowym przy zachowaniu wymaganych procedur bezpieczeństwa. Zadaniem sterownika jest odłączenie zespołu napędowego oraz odcięcie dopływu wodoru w przypadku sytuacji awaryjnej. Sterownik ten stanowi zatem centralny element systemu zbierając informację o działaniu pojazdu oraz decydując o jego pracy.
Prezentacja i telemetria danych pojazdu przez sterownik HMI
Informację zgromadzone przez sterownik główny przekazywane są także do sterownika HMI. Jego celem jest prezentacja parametrów kierowcy (poprzez dedykowany wyświetlacz LCD zabudowany w kabinie) oraz inżynierowi wyścigowemu (poprzez telemetrię transmitowaną w systemie LoRa).
Powyższe układy zabudowano na pojeździe i zespole napędowym.
Pozostałe etapy projektu
Opracowanie „cyfrowego bliźniaka”
Metodyka prac optymalizacyjnych
Nasza platforma badawcza będzie eksperymentalnym pojazdem, który umożliwi badania i optymalizację konstrukcji w celu minimalizacji zużycia energii w różnych fazach użytkowania. Dodatkowo, pozwoli ona na rozwijanie autonomii ruchu pojazdu, co zwiększy bezpieczeństwo jego użytkowania.